EDM & Mould Manufacturing
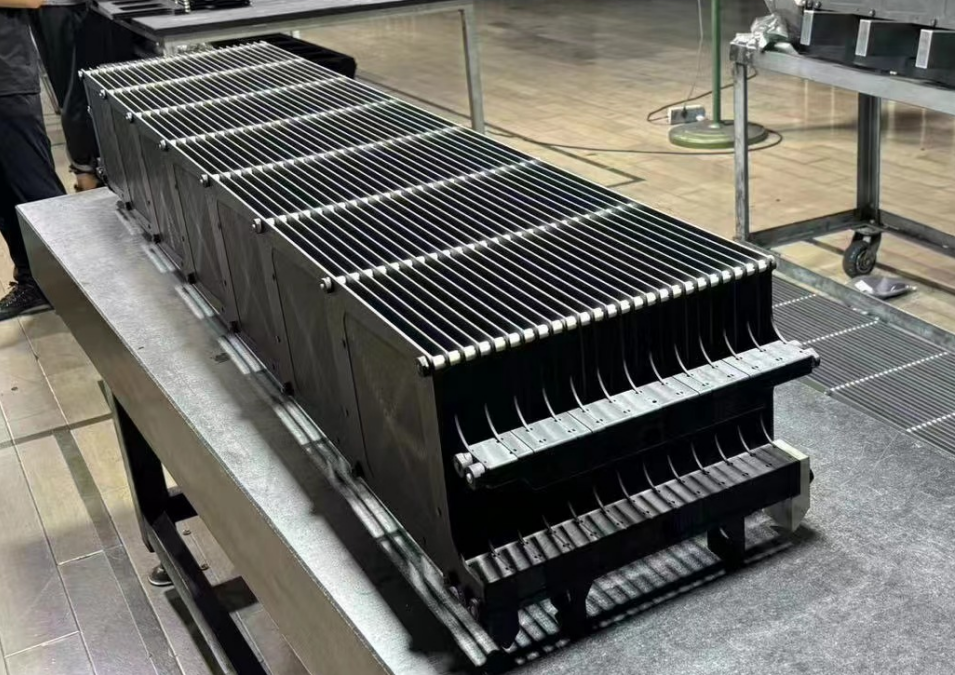
EDM Graphite Electrode Blanks & Complex Profiles
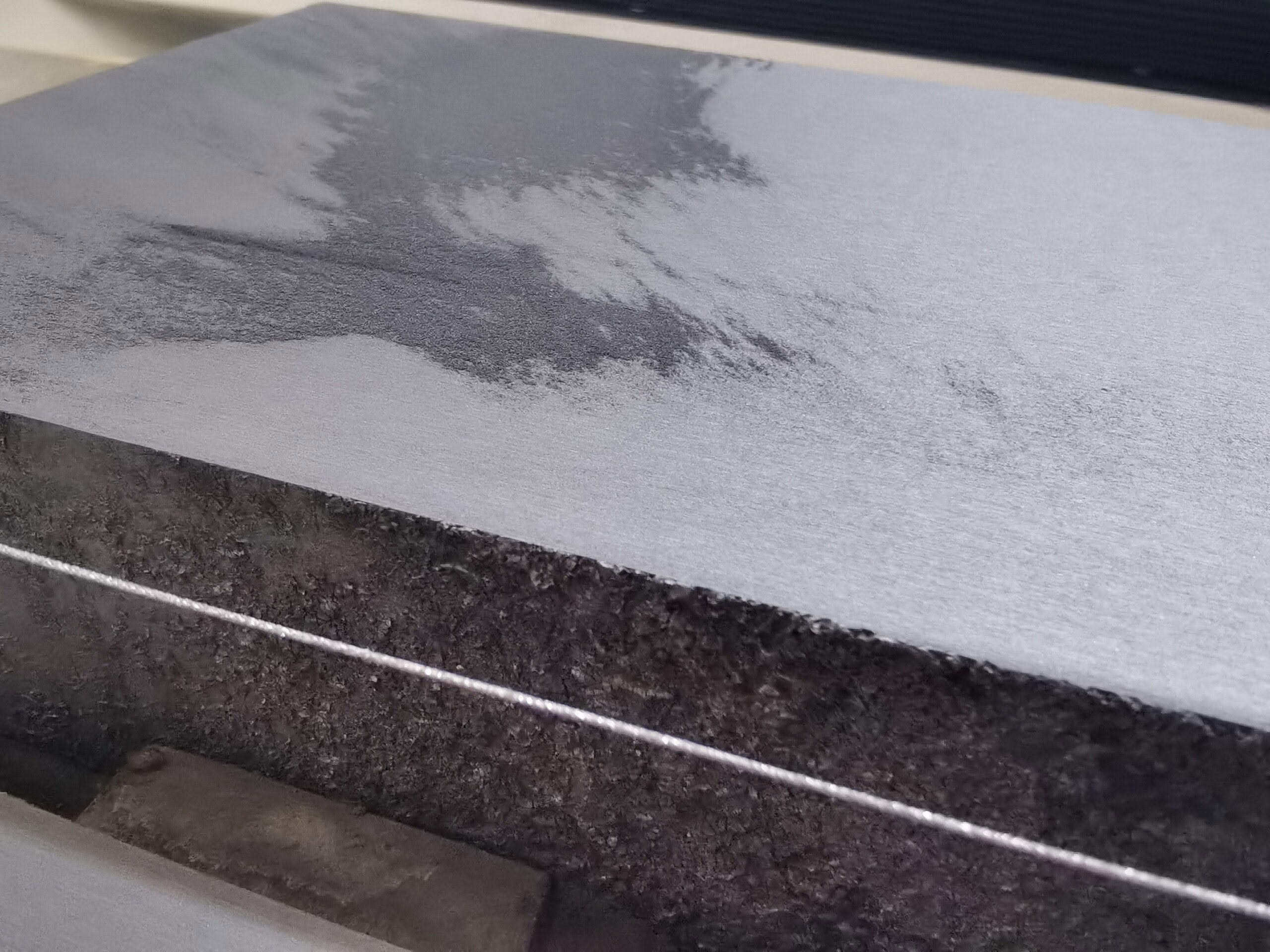
Isostatic graphite is the preferred material for EDM electrodes due to its fine grain structure, uniform density, and excellent electrical discharge properties. Our graphite cutting solution produces electrode blanks with tight dimensional tolerances (±0.05mm) and flat surfaces, minimizing the secondary grinding work required before the electrode reaches the EDM machine.
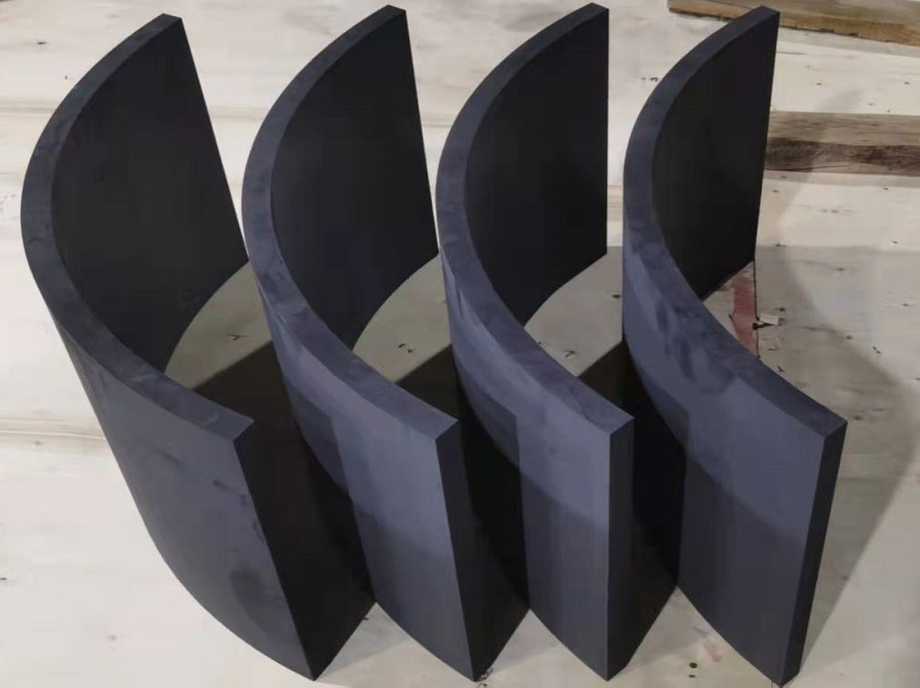
The SVI 80-80 supports outer profile cuts and inner contour cuts — enabling complex electrode geometries from a single setup.
View graphite wire saw machines →