EDM- und Formenbau
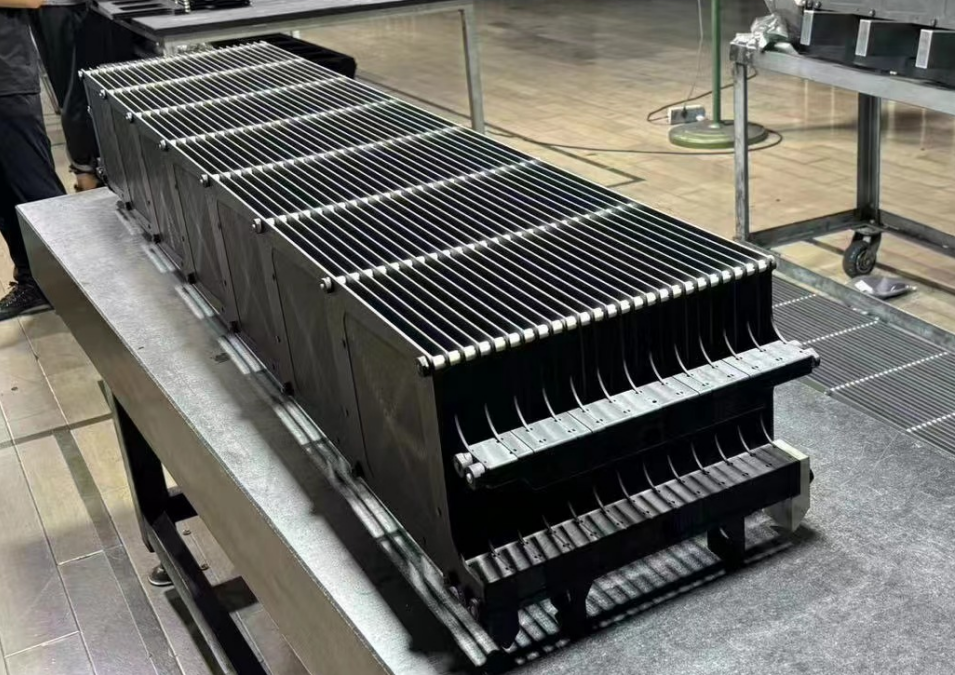
EDM-Graphitelektrodenrohlinge & komplexe Profile
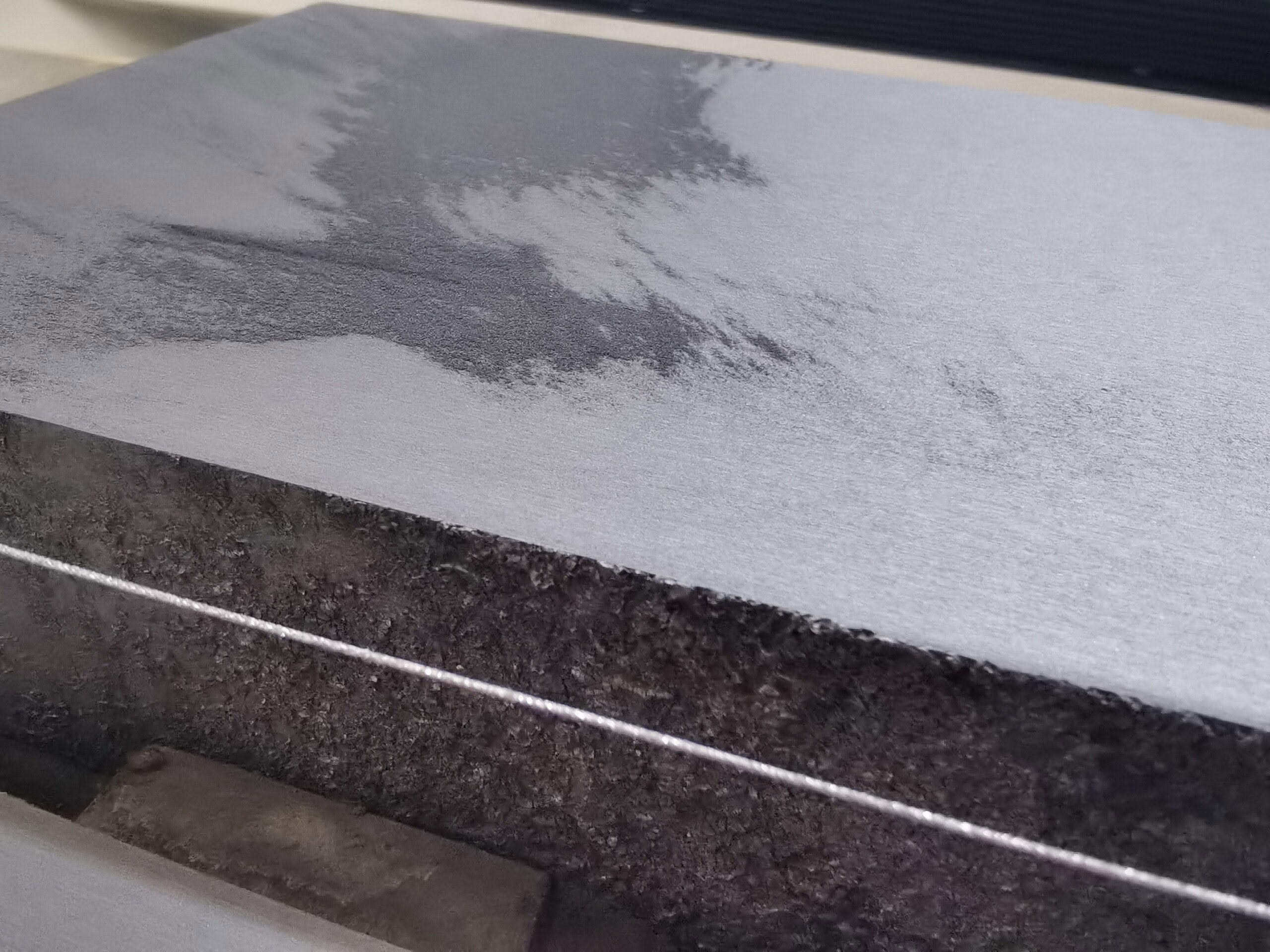
Isostatischer Graphit ist aufgrund seiner feinen Kornstruktur, gleichmäßigen Dichte und hervorragenden Entladungseigenschaften das bevorzugte Material für EDM-Elektroden. Unsere Graphit-Schneidlösung ermöglicht die Herstellung von Elektrodenrohlingen mit engen Maßtoleranzen (±0,05 mm) und ebenen Oberflächen. Dadurch wird der Nachbearbeitungsaufwand vor dem Einsatz der Elektrode in der EDM-Maschine minimiert.
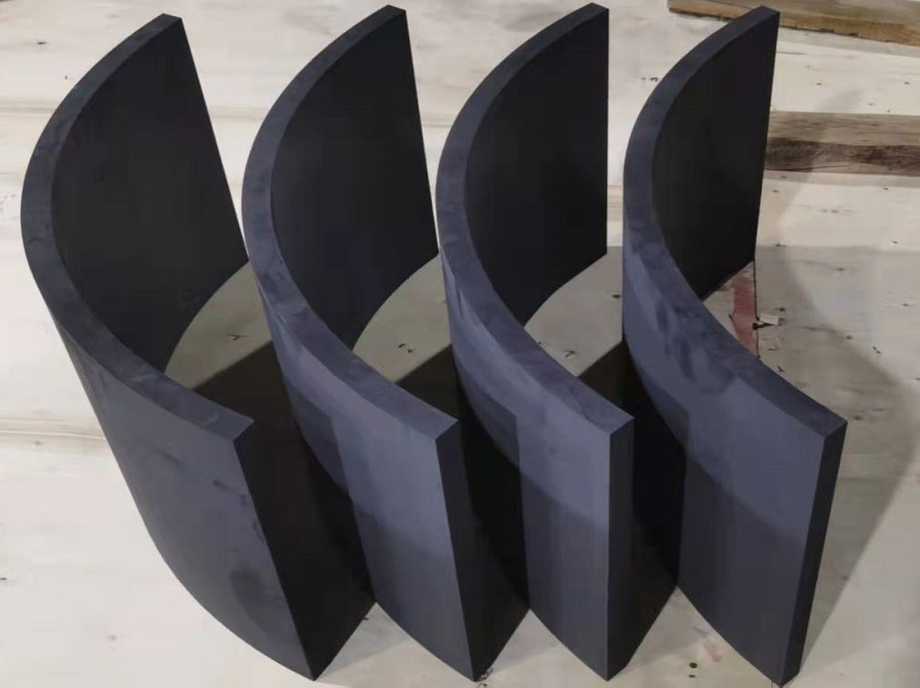
Die SVI 80-80 unterstützt Außenprofilschnitte und Innenkonturschnitte – und ermöglicht so komplexe Elektrodengeometrien mit nur einer Aufspannung.
Graphitdrahtsägemaschinen ansehen →