放電加工および金型製造
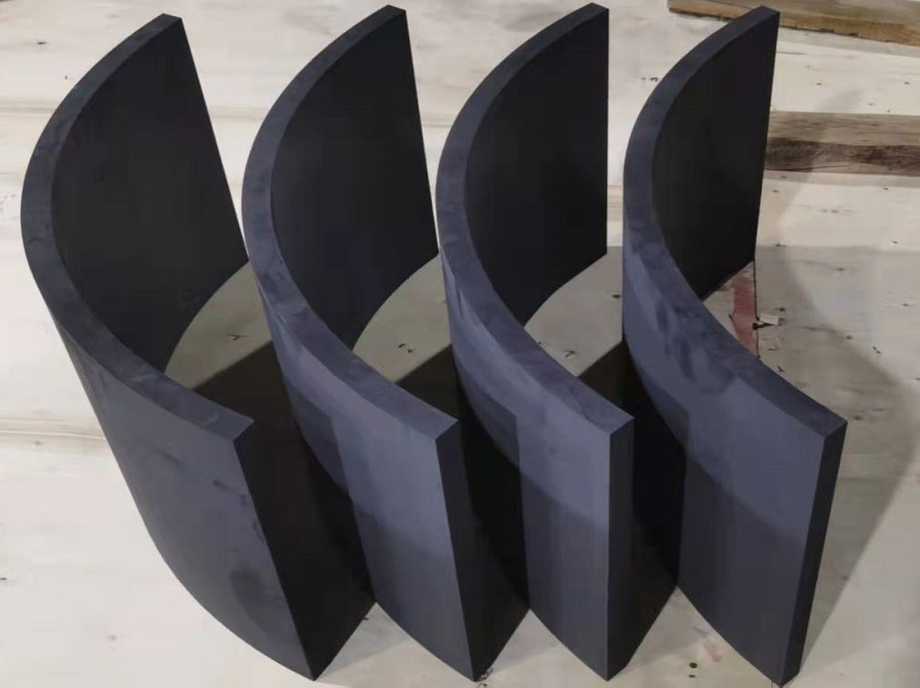
放電加工用グラファイト電極ブランクおよび複雑形状
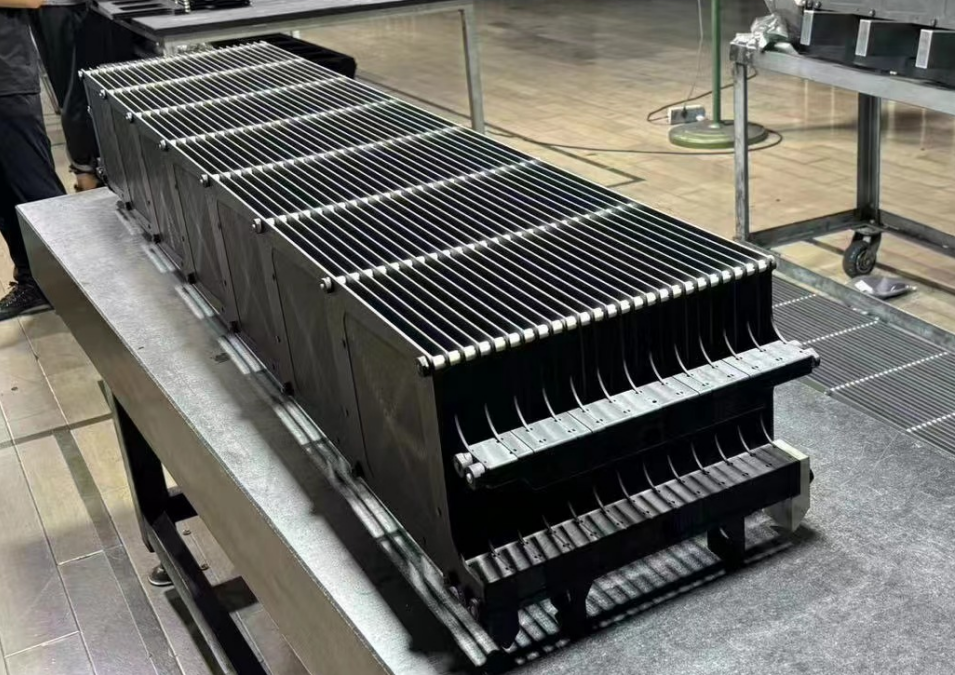
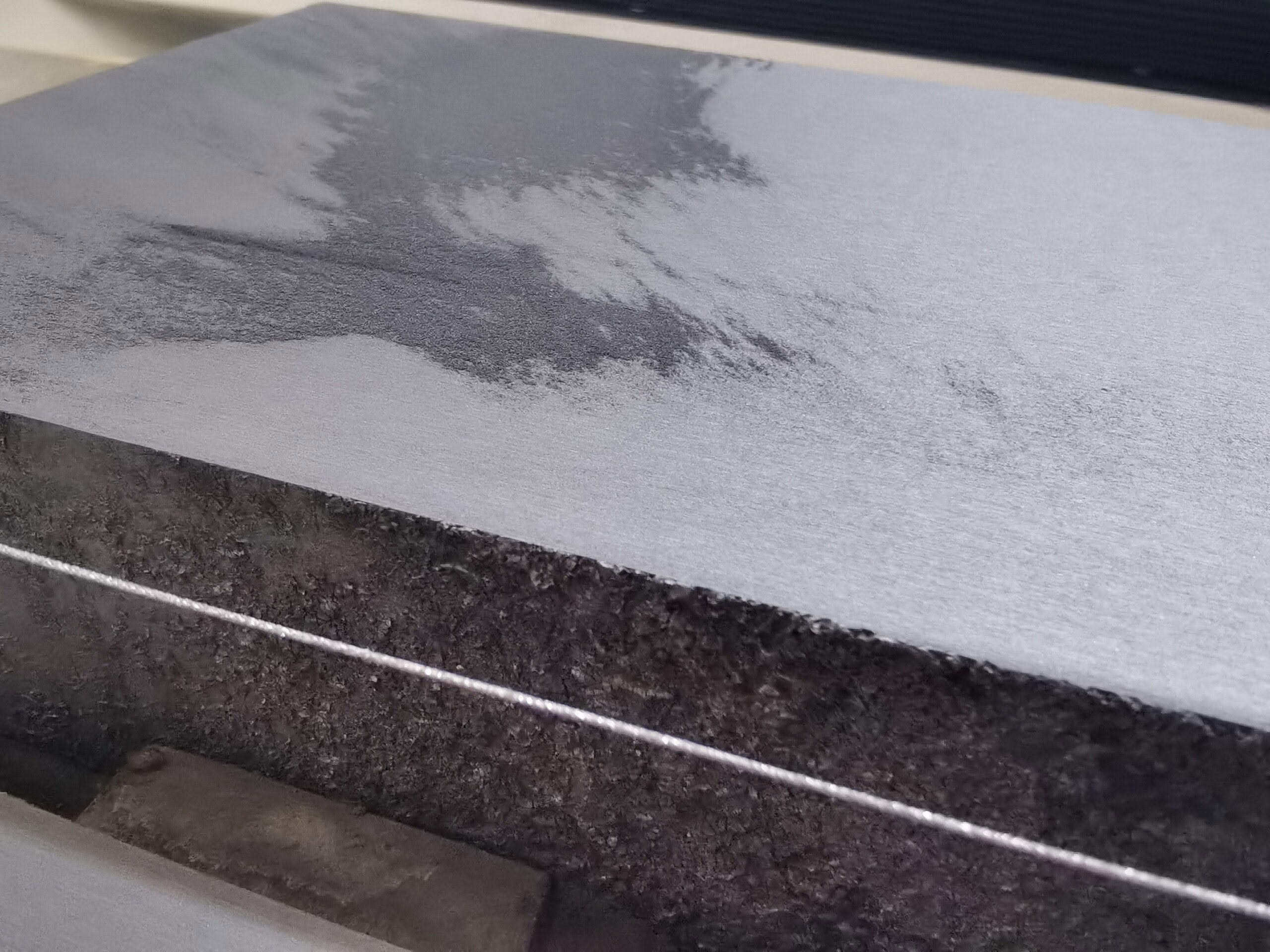
等方性黒鉛は、その微細な結晶構造、均一な密度、そして優れた放電特性から、放電加工用電極の材料として最適です。当社の黒鉛切削加工ソリューションは、寸法精度(±0.05mm)が高く、表面が平坦な電極ブランクを製造し、電極が放電加工機に届く前に必要な二次研削作業を最小限に抑えます。.
SVI 80-80は、外側プロファイルカットと内側輪郭カットに対応しており、単一のセットアップで複雑な電極形状を実現できます。.
グラファイトワイヤーソーマシンを見る →