導入
In semiconductor and precision ceramic manufacturing, ダイヤモンドワイヤー切断の原理 govern a facility’s Cost Per Slice そして Overall Equipment Effectiveness (OEE). For production managers, mastering these mechanics translates to higher yield; for equipment engineers, it is the foundation for optimizing parameters. This 1,200-word analysis explores how the 研磨ワイヤー切断プロセス leverages microscopic mechanisms for macroscopic cost efficiency.

1. Fixed Abrasive Tech and Efficiency
Modern endless diamond wire saws utilize fixed abrasive technology to outperform legacy slurry methods.
- Core Structure: Synthetic diamond grits (10-40 μm) are bonded to a high-tensile steel core using electroplating or resin.
- インパクト: Fixed abrasives eliminate the unpredictable “rolling” of loose slurry, ensuring a stable Cycle Time.
- Managerial Value: Reduced variability in tool wear leads to predictable consumables replacement schedules.
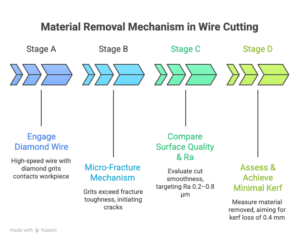
2. Micro-Fracture: Balancing MRR and Surface Damage
The core of ダイヤモンドワイヤー切断の原理 is controlled Micro-Fracture.
- Dynamic Removal: At 80 m/s, diamond grits induce median cracks for depth and lateral cracks for material removal.
- Engineering Risk: Excessive feed rates force lateral cracks to become deep Subsurface Damage (SSD), increasing post-processing costs.
- Optimization: Technical teams must synchronize 送り速度とワイヤ速度 to maximize MRR while protecting wafer integrity.
3. Thermodynamics and the Cold Cutting State
Controlling thermal stress is vital for technical leads to prevent edge chipping in brittle substrates.
- Heat Transfer: At 80 m/s, the contact duration between a single grit and the workpiece is measured in microseconds.
- 潤滑: Advanced 冷却と潤滑 systems neutralize friction instantly, maintaining a “Cold Cutting” state.
- 安定性: Effective cooling keeps Ra within 0.2 μm – 0.8 μm, minimizing TTV errors caused by thermal expansion.
4. Fine Wire Cutting Optimization Cycles
Equipment engineers should follow the 細線切断最適化サイクル to maintain OEE.
- Tension Control (150 N – 250 N): Low tension leads to “Wire Bow,” causing catastrophic geometric deviations.
- Process Monitoring: Real-time current and vibration analysis serve as early indicators for grit dulling or impending failure.
5. Cost Efficiency: Kerf Loss and Yield Metrics
Yield is the primary driver of profitability for production managers.
| メートル | エンドレスダイヤモンドワイヤー | Conventional Blade Saw | Gain |
| カーフロス | ~0.4 mm | 1.5 – 3.0 mm | Up to 400% Yield |
| Thermal Load | 冷間切断 | 高い熱負荷 | Lower SSD |
| 表面仕上げ | 0.2 μm – 0.8 μm Ra | >1.0 μm Ra | 30% Polishing Save |
6. Variables Impacting Production Yield
Managing the interaction of process variables is critical to the ダイヤモンドワイヤー切断の原理:
- ワイヤー速度: A speed of 80 m/s allows for higher throughput without increasing individual grit cutting force.
- Feed Optimization: Feed rate must match material toughness; for sapphire, a stepped increase from 0.1 mm/min prevents initial entry fractures.
7. Engineering Troubleshooting Guide
- エッジ・チッピング: Inspect coolant nozzle alignment or check if the exit-phase feed rate was too high.
- TTV Out of Spec: Ensure wire tension is above 150 N and check guide wheel runout.
- Surface Scratches: Validate the filtration system integrity to prevent swarf recirculation in the narrow kerf.
8. Summary: Technology to Revenue
マスタリング ダイヤモンドワイヤー切断の原理 is a core competitive advantage. Through parameterized control of the 精密スライス法, facilities achieve higher Returns on Assets (ROA).

Engineering FAQ
Q1: Why 80 m/s for endless wire?
A: It balances removal efficiency with mechanical tool life. Lower speeds increase force per grit, while higher speeds fatigue bearings.
Q2: How to lower the cost per slice?
A: Focus on reducing kerf loss and increasing speed. The 0.4 mm ultra-narrow kerf is the current industry gold standard for cost reduction.