Introducción
In the contemporary landscape of high-precision material processing, the dynamic equilibrium between velocidad de alimentación y velocidad del alambre dictates the boundary between operational success and catastrophic tool failure. For senior manufacturing engineers, mastering this relationship is not merely about increasing throughput; it is about managing the microscopic mechanics of material removal to ensure the integrity of the substrate.
As the industry transitions toward harder and more expensive materials like Silicon Carbide (SiC) and large-diameter sapphire ingots, the technical demands on the abrasive wire cutting process have reached unprecedented levels. Treating these two variables as independent constants is a fundamental engineering oversight. Instead, they must be viewed as part of a synchronized system that governs the Material Removal Rate (MRR), surface roughness (Ra), and sub-surface damage (SSD). This article provides an in-depth analysis of the velocidad de alimentación y velocidad del alambre synergy, utilizing the optimization framework to establish a new standard for precision slicing.

1. The Physics of MRR: Dynamic Interaction of Grits
The fundamental principle of velocidad de alimentación y velocidad del alambre optimization lies in the “depth of cut” per individual diamond grit.
Linear Velocity vs. Normal Pressure
When the diamond wire moves at its maximum rated speed of 80 m/s, the number of active abrasive points passing through the kerf per second is maximized. This high linear velocity allows each grit to perform a “shallow” cut. Conversely, the feed rate (typically 0.1–5 mm/min) dictates the downward pressure, forcing these grits into the lattice of the material.
La transición frágil-dúctil
If the feed rate is too high relative to the wire speed, the depth of cut per grit exceeds the critical threshold for ductile removal, forcing the material into a brittle fracture regime that causes deep median cracks. By balancing velocidad de alimentación y velocidad del alambre, engineers can maintain a state where the energy is consumed by efficient micro-fractures rather than being wasted as friction-induced heat.
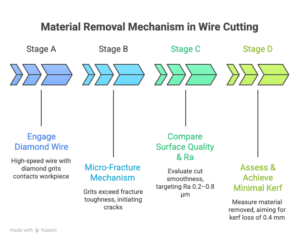
2. The Fine Wire Cutting Optimization Cycle
Achieving 100% yield in production requires a systematic approach to parameter management, as illustrated in the Fine Wire Cutting Optimization Cycle.
Phase I: Adjust Wire Tension
Before engaging the workpiece, establishing a precise tensión del hilo de diamante of 150 N to 250 N is mandatory. Tension acts as the “stiffness” of the cutting tool; insufficient tension leads to “wire bow,” which causes the wire to wander, resulting in poor TTV (Total Thickness Variation) and potential edge chipping.
Phase II: Control Wire Speed
Operating at 80 m/s is not just for speed; it is for stability. High speed ensures that the “loading” (clogging of swarf between grits) is minimized, as the centrifugal force helps eject debris from the wire surface. This is a core component of the that differentiate endless saws from reciprocating ones.
Phase III: Manage Feed Rate by Material Hardness
The feed rate is the most sensitive variable in the optimization loop.
- Sapphire (Mohs 9): Requires a conservative feed of 0.1–0.8 mm/min.
- Semiconductor Silicon: Can be processed at 1,0–3,0 mm/min.
- Industrial Graphite: Allows for aggressive feeding up to 15–30 mm/min, as its porosity facilitates chip clearance.
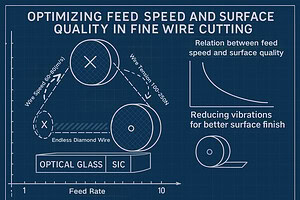
3. Surface Quality, Kerf Loss, and Economic Efficiency
The interplay of velocidad de alimentación y velocidad del alambre directly determines the ROI (Return on Investment) of the slicing operation.
Minimizing Kerf Loss
By utilizing an endless wire with a core diameter starting at 0,35 mm, engineers aim for a total kerf loss of approximately 0.4 mm. If the feed rate is pushed beyond the wire’s structural limit, the resulting vibration increases the “effective kerf,” wasting precious material.
Achieving Mirror-Like Finish
A surface roughness (Ra) of 0.2 μm to 0.8 μm is achievable only when the wire speed is maximized and the feed rate is tuned to avoid mechanical resonance. This precision reduces the cost of secondary lapping and polishing stages by up to 30%. This efficiency is further explored in our analysis of impacts.
4. Engineering Comparison: Endless Wire vs. Conventional Blade

5. Engineering Conclusion: The Path to 100% Yield
The relationship between velocidad de alimentación y velocidad del alambre is the heartbeat of modern . For the senior engineer, the goal is to operate at the highest possible wire speed (80 m/s) while incrementally adjusting the feed rate based on real-time sensor feedback of wire tension and vibration.
Mastering this equilibrium ensures that the process delivers not only speed but the uncompromising quality required for next-generation technologies. To see how these parameters integrate with broader production goals, see how .
PREGUNTAS FRECUENTES
Q1: How does wire speed influence the life of the diamond wire?
A: High wire speed (80 m/s) distributes wear across a larger surface area per second, preventing localized grain pull-out and extending the effective life of the wire compared to slower reciprocating systems.
Q2: What are the signs of an incorrect feed rate and wire speed balance?
A: The most common indicators are “wire bow” (detected by tension sensors), an increase in surface $Ra$, and audible high-frequency vibration during the cut.
Q3: Why is 250 N considered the maximum tension for most fine wires?
A: While higher tension improves cutting accuracy, exceeding 250 N pushes the steel core close to its elastic limit, significantly increasing the probability of catastrophic wire breakage.