Introducción
En el entorno de alta velocidad de corte con hilo de diamante, La gestión térmica no es solo una preocupación secundaria; es un factor determinante de la integridad de la superficie y la longevidad de la herramienta. A medida que las velocidades del alambre alcanzan límites industriales de... 80 m/s, La fricción generada en los puntos de contacto microscópicos entre los granos de diamante y el sustrato puede provocar picos de temperatura localizados. Sin un sistema optimizado refrigeración y lubricación En la estrategia de la termodinámica, estos picos pueden causar expansión térmica de la pieza, lo que provoca errores de TTV (Variación de Espesor Total) y fallos prematuros de la unión del hilo de diamante. Este artículo explora la termodinámica avanzada de la proceso de corte con alambre abrasivo, proporcionando a los ingenieros un marco para equilibrar la dinámica de fluidos con la eficiencia de corte.

1. El papel del refrigerante en la tecnología de corte en frío
El término “corte en frío” no implica la ausencia absoluta de calor, sino más bien la eliminación instantánea de la energía térmica antes de que pueda penetrar la masa material.
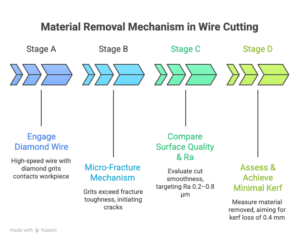
- Disipación de calor:A altas velocidades lineales, el refrigerante actúa como un disipador de calor, absorbiendo la energía cinética convertida en energía térmica durante el mecanismo de microfractura.
- Lubricación de límites:Un lubricante de alta calidad reduce el coeficiente de fricción entre el núcleo de acero del alambre y las paredes laterales de la ranura, que normalmente mide solo 0,4 milímetros.
- Evacuación de virutas:El flujo del fluido es esencial para eliminar los residuos de tamaño micrométrico (virutas) de la ranura estrecha, evitando así la “carga” u obstrucción de los granos de diamante.
2. Optimización de la dinámica de fluidos dentro del ciclo de corte
Siguiendo el principios de corte con hilo de diamante, el suministro del medio de enfriamiento debe estar sincronizado con el movimiento del cable.
Colocación de chorro de alta presión
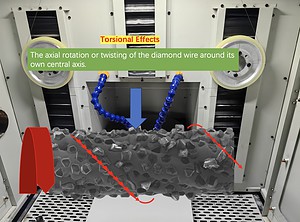
Para superar la “barrera de aire” creada por un cable que se mueve a 80 m/s, Las boquillas de refrigerante deben estar posicionadas para inyectar el fluido directamente en el punto de entrada. Esto garantiza que el lubricante entre en el... corte mínimo, en lugar de ser desviado por el efecto del viento de las poleas.
Caudal y dureza del sustrato
Tal como se establece en el Ciclo de optimización del corte de alambre fino, los parámetros deben coincidir con el material.
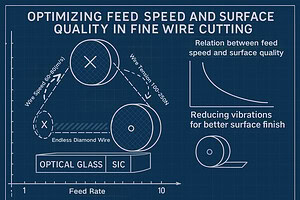
- Zafiro y SiC:Estos materiales duros requieren enfriamiento a alta presión para controlar la intensa fricción generada durante velocidades de alimentación bajas (0,1–0,8 mm/min).
- Obleas de silicio:Requiere surfactantes de alto volumen y baja formación de espuma para mantener la estabilidad química durante producciones a gran escala.
3. Composición química: sistemas a base de agua vs. sistemas a base de aceite
La elección del medio afecta la velocidad de alimentación y velocidad del alambre balance.
- refrigerantes solubles en agua:Estos ofrecen una conductividad térmica superior, lo que los hace ideales para tecnología de corte en frío Se utiliza en el corte de semiconductores.
- Lubricantes sintéticos:Estos proporcionan una lubricidad mejorada, reduciendo el desgaste del cable y permitiendo una lubricación constante. tensión del alambre de 150–250 N sin fluctuaciones causadas por el arrastre por fricción.
- Control del pHMantener un pH alcalino (normalmente entre 8,5 y 9,5) es vital para evitar la corrosión del núcleo de acero de alta resistencia del hilo de diamante.
4. Impacto en la calidad de la superficie (Ra) y daños al subsuelo
La lubricación eficaz es el socio silencioso de métodos de corte de precisión.
- Acabado superficial:Un enfriamiento adecuado permite un acabado Ra suave. 0,2 μm – 0,8 μm, evitando que el material se “manche” sobre la superficie.
- Daños del subsuelo (SSD)Al mantener la zona de corte a una temperatura más baja, el lubricante minimiza la profundidad de las microgrietas inducidas térmicamente.
- Estabilidad de corte:El enfriamiento estable evita que el cable se expanda térmicamente, lo que garantiza que corte mínimo logrado se mantiene constante en aproximadamente 0,4 milímetros a lo largo de todo el lingote.
5. Mantenimiento del sistema de enfriamiento: filtración y control de temperatura
De clase mundial corte con hilo de diamante El funcionamiento depende de un circuito de refrigeración “limpio”.
- Filtración centrífuga:La eliminación de virutas del refrigerante evita que los residuos recirculados rayen la superficie de la pieza de trabajo.
- Integración de enfriadoresMantener el refrigerante a una temperatura constante (por ejemplo, 20 °C ± 1 °C) es esencial para la precisión geométrica y el control del TTV.
- Monitoreo de la concentración:La revisión periódica del refractómetro garantiza que la relación lubricante-agua esté optimizada para la situación actual. velocidad de alimentación y velocidad del alambre.
6. Comparación de ingeniería: eficiencia de enfriamiento
La superioridad del corte con hilo de diamante sobre los métodos convencionales es más evidente cuando se optimiza el enfriamiento.
| Característica | Corte con hilo de diamante sin fin | Corte con hoja convencional |
| Rendimiento del material | Alto (corte ~0,4 mm) | Bajo (corte 1,5 mm – 3,0 mm) |
| Perfil térmico | Corte en frío | Alta carga térmica |
| Superficie Ra | 0,2 μm – 0,8 μm | 1,0 μm – 3,5 μm |
| Nivel de vibración | Más bajo | Moderado a alto |
7. Preguntas frecuentes (orientadas a la ingeniería)
P1: ¿Puedo cortar materiales frágiles como el zafiro sin refrigerante?
R: No. El corte en seco provocaría una rotura inmediata del alambre y un agrietamiento térmico catastrófico del zafiro debido a la fricción extrema y la falta de evacuación de viruta.
P2: ¿Cómo afecta el refrigerante a la tensión del cable?
A: La lubricación reduce el “arrastre” por fricción del alambre a medida que pasa a través de las poleas y la ranura, lo que permite sistema de control de tensión Para mantener una más estable 150-250 N.
P3: ¿Cuál es la temperatura óptima del refrigerante para el corte de SiC?
A: La mayoría de las operaciones de precisión mantienen el refrigerante a 20°C a 22°C. Cualquier desviación puede provocar que el lingote de SiC se expanda o contraiga, dando lugar a obleas que no cumplen con las especificaciones TTV.