Introducción
In the contemporary landscape of advanced manufacturing, corte con hilo de diamante has established itself as the premier precision slicing method for processing non-metallic, hard, and brittle materials. From an engineering perspective, the transition from traditional bonded abrasive wheels to an abrasive wire cutting process represents a significant leap in material utilization and surface integrity. As industries move toward larger ingot sizes and more expensive substrates—such as Silicon Carbide (SiC), Gallium Nitride (GaN), and large-scale optical crystals—the technical demands on the slicing process have intensified. Corte con hilo de diamante addresses these challenges by offering a narrow kerf, reduced mechanical stress, and a unique “cold cutting” characteristic. This article provides a deep dive into the mechanical principles, critical process parameters, and industrial advantages of this technology.

1. Core Technical Principle: Abrasive Removal Mechanism
The efficacy of corte con hilo de diamante is rooted in its discrete material removal mechanism. Unlike a continuous grinding wheel, the wire acts as a high-speed carrier for millions of microscopic diamond grits.
Micro-Grinding and Fracture Mechanics
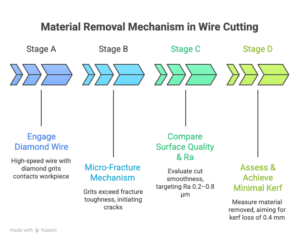
The process operates on the principle of diamond wire cutting principles involving fixed-abrasive grain technology. Diamond crystals, typically ranging from 10 to 40 microns, are electroplated or resin-bonded onto a high-tensile strength steel core. As the wire moves at high linear velocities, these grits act as independent indenters. When the pressure exceeds the fracture toughness of the substrate, it initiates lateral and median cracks, leading to material ejection.
Cold Cutting Technology Implementation
One of the most critical aspects of the process is its thermal management. In traditional blade sawing, the large contact area leads to rapid heat accumulation. In contrast, cold cutting technology in wire sawing relies on the “point-contact” nature of the grits. Because only a fraction of the wire surface is in contact with the material at any given micro-second, the heat generated is minimal and is almost instantaneously dissipated by the high-speed motion of the wire.
2. Key Parameters & Process Optimization
To master corte con hilo de diamante, a senior engineer must balance a complex matrix of variables. Each parameter directly influences the throughput, tool life, and final TTV (Total Thickness Variation).
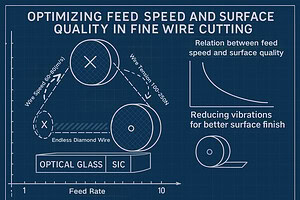
Wire Speed and Its Role in Surface Finish
Typical industrial wire speeds for an endless diamond wire saw reach up to 80 m/s. Increasing the wire speed reduces the “depth of cut” per individual diamond grit. This leads to a smoother surface finish (Ra) and reduces the likelihood of deep sub-surface damage (SSD). For a deeper analysis of these dynamics, refer to our guide on velocidad de alimentación y velocidad del alambre optimization.
Tension Control and Geometric Accuracy
Maintaining a constant wire tension between 150 N and 250 N is the baseline for high-precision slicing. If the tension is too low, the wire will “bow” under the feed pressure, resulting in a curved cut or “potato chip” effect on the wafer. High-end systems utilize closed-loop tension control to ensure the wire remains perfectly rigid.
Feed Rate vs. Material Removal Rate (MRR)
The feed rate, typically ranging from 0.1 mm/min to 5 mm/min, determines the production cycle time. For hard materials like sapphire, a conservative feed rate is required to prevent grain pull-out. Conversely, for softer materials like graphite, the feed rate can be increased to maximize efficiency.
3. Engineering Characteristics: The Endless Wire Advantage
En corte con hilo de diamante process is characterized by its continuous, unidirectional motion, providing several advantages:
- Uniform Wire Wear: The wear on the diamond coating is distributed evenly across the loop, extending tool life.
- Constant Linear Velocity: Maintains a stable material removal rate without the deceleration/acceleration phases found in reciprocating saws.
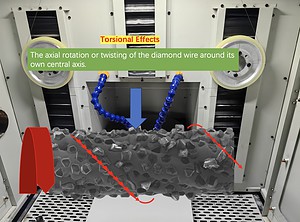
- Minimal Vibration: The absence of directional changes significantly reduces harmonic vibrations.
- Narrow Kerf Loss: Utilizing a smaller wire diameter (starting from ~0.35 mm) minimizes material waste with a typical kerf of 0.4 mm.
4. Comparison with Traditional Slicing Methods
The superiority of corte con hilo de diamante over conventional methods is most evident in high-value material processing.
| Característica | Endless Diamond Wire Sawing | Conventional Blade Sawing |
| Material Yield | High (Kerf ~0.4 mm) | Low (Kerf 1.5 mm – 3.0 mm) |
| Thermal Profile | Cold Cutting | High Thermal Load |
| Surface Ra | 0.2 μm – 0.8 μm | 1.0 μm – 3.5 μm |
| Vibration Level | Lowest | Moderate to High |
5. Engineering Conclusion: Suitable Applications
Corte con hilo de diamante is the optimized choice for materials where material cost and surface precision are paramount. It is ideally suited for:
- Semiconductors: Silicon (Si) and Silicon Carbide (SiC) ingots.
- Optics: Sapphire, quartz, and optical glass.
- Cerámica avanzada: Alumina and zirconia components.
- Magnetic Materials & Graphite: Where low-stress separation is required.
6. FAQ (Engineering Oriented)
Q1: Why is diamond wire cutting considered a “cold” process?
A: Due to the infinitesimal contact area and high speed, frictional heat is dissipated by the wire and coolant before it can penetrate the material bulk.
Q2: What is the optimal feed rate for sapphire processing?
A: Typically between 0.1 mm/min and 0.8 mm/min to manage the extreme hardness and prevent wire bow.
Q3: How do you prevent wire vibration at 80 m/s?
A: Through dynamic balancing of drive pulleys and maintaining a consistent tension of 200 N+ with precision ceramic guides.