Im Bereich der modernen Materialbearbeitung ist die Diamantdrahtsäge mehr als nur ein Schneidwerkzeug; sie ist ein komplexes mechanisches System unter ständiger dynamischer Belastung. Während der Übergang von oszillierenden Sägen zu endlose Drahtschleifen Obwohl der Prozess deutlich stabilisiert wurde, müssen sich die Ingenieure weiterhin mit drei grundlegenden Schwingungsmoden auseinandersetzen, die die Qualität des Endprodukts beeinträchtigen können.
Diese Schwingungen verstehen –Quer-, Längs- und Torsionsbewegungen—ist der erste Schritt zur Erzielung von Oberflächengüten im Submikrometerbereich und zur Maximierung der Materialausbeute.
1. Transversale Schwingung (Seitliche Schwingung)
Die Querschwingung ist definiert als die periodische Auslenkung des Diamantdrahts senkrecht zu seiner Bewegungsrichtung.

Primäre Merkmale
- Körperliches VerhaltenDer Draht verhält sich wie eine vibrierende Gitarrensaite und oszilliert zwischen den beiden Hauptrollen bzw. Führungsrollen.
- AnstrengungsquellenDie Anregung erfolgt typischerweise durch die Aufprallkräfte zwischen einzelnen Diamantkörnern und dem Werkstück oder durch Resonanzfrequenzen innerhalb des Maschinenrahmens.
Auswirkungen auf die Technik
- OberflächenwelligkeitDies ist die Hauptursache für makroskopische Oberflächenwellen, deren Beseitigung eine umfangreiche Nachbearbeitung (Schleifen/Polieren) erfordert.
- Kerfverlust-Erweiterung: Da der Draht eiert, erhöht sich die effektive Schnittbreite, was zu einem höheren Materialverlust führt – ein kritischer Faktor beim Schneiden teurer Substrate wie SiC oder Saphir.
2. Längsschwingung (elastische Fluktuation)
Bei der Längsschwingung handelt es sich um eine mikroskopische, hochfrequente Dehnung und Kontraktion des Diamantdrahts entlang seiner Längsachse.

Primäre Merkmale
- Körperliches VerhaltenDies äußert sich als ein “Impuls” oder eine Spannungswelle, die sich durch den Draht ausbreitet und häufig durch den Stick-Slip-Effekt beim Eindringen in das Material verursacht wird.
- AnstrengungsquellenUnregelmäßige Synchronisierung der Ansteuerung, Schwankungen in der Kerndichte des Drahtes oder die plötzliche Freisetzung innerer Spannungen in Materialien wie optischem Glas können diese Wellen auslösen.
Auswirkungen auf die Technik
- Ermüdung und BruchKonstante Längsspannungszyklen beschleunigen die Ermüdung des Drahtkerns und führen bei längeren Schnitten zu unerwarteten “Knallgeräuschen”.
- Instabilität der SchnittkraftDiese Schwankungen verhindern eine gleichmäßige Materialabtragsrate, was zu lokalen thermischen Schäden oder ungleichmäßiger Oberflächenrauheit führen kann.
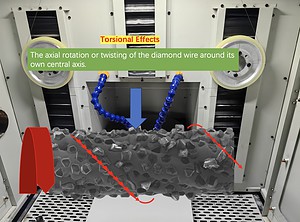
3. Torsionseffekte (axiale Verdrehung)
Torsion ist die axiale Rotation oder Verdrehung des Drahtes um seine eigene Mitte, ein Phänomen, das in der Standardprozessanalyse oft übersehen wird.

Primäre Merkmale
- Körperliches VerhaltenDer Draht rotiert beim Eintritt in den Schnittspalt, oft aufgrund eines Ungleichgewichts der auf die Schleifkörner wirkenden Schnittkräfte.
- AnstrengungsquellenEine asymmetrische Verteilung der Diamantpartikel oder das Schneiden von Materialien mit ungleichmäßigen Härtegradienten kann dazu führen, dass sich der Draht verdreht.
Auswirkungen auf die Technik
- Untergrundschäden (SSD)Die Torsionsbewegung erzeugt komplexe Scherspannungen im Material, was zu Mikrorissen führt, die tiefer in das Substrat eindringen.
- KantenschälenBei spröden Werkstoffen führt die Drehbewegung am Austrittspunkt des Schnitts häufig zu Ausbrüchen oder Absplitterungen, wodurch die Ausbeute an brauchbaren Teilen erheblich reduziert wird.
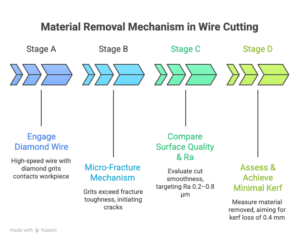
Zusammenfassung: Die Synergie der Kontrolle
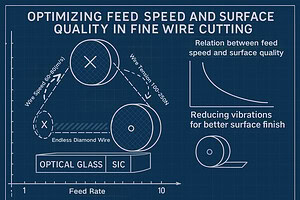
Zur Minderung dieser Vibrationen ist ein ganzheitlicher technischer Ansatz erforderlich. Hochpräzise Spannungsregelung verschiebt die Eigenfrequenzen des Drahtes, um Resonanz zu vermeiden, während Endlosschleifenarchitektur beseitigt die heftigen Impulsänderungen, die mit oszillierenden Umkehrungen verbunden sind.
Durch das Verständnis der Mechanismen hinter diesen drei Betriebsarten können Verfahrenstechniker ihre Parameter feinabstimmen, um die perfekte Balance zwischen Schnittgeschwindigkeit, Werkzeugstandzeit und Oberflächengüte zu erreichen.