Введение
In the high-velocity environment of алмазная резка проволоки, thermal management is not merely a secondary concern; it is a critical determinant of surface integrity and tool longevity. As wire speeds reach industrial limits of 80 м/с, the friction generated at the microscopic contact points between the diamond grits and the substrate can lead to localized temperature spikes. Without an optimized охлаждение и смазка strategy, these spikes can cause thermal expansion of the workpiece, leading to TTV (Total Thickness Variation) errors and premature bond failure of the diamond wire. This article explores the advanced thermodynamics of the абразивный процесс резки проволоки, providing engineers with a framework to balance fluid dynamics with cutting efficiency.

1. The Role of Coolant in Cold Cutting Technology
The term “cold cutting” does not imply the absolute absence of heat, but rather the instantaneous removal of thermal energy before it can penetrate the material bulk.
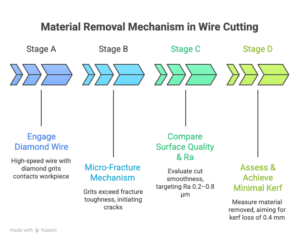
- Heat Dissipation: At high linear velocities, the coolant acts as a heat sink, absorbing the kinetic energy converted into thermal energy during the micro-fracture mechanism.
- Boundary Lubrication: A high-quality lubricant reduces the coefficient of friction between the steel core of the wire and the sidewalls of the kerf, which typically measures only 0,4 мм.
- Chip Evacuation: The fluid flow is essential for flushing out micron-sized debris (swarf) from the narrow kerf, preventing “loading” or clogging of the diamond grits.
2. Optimizing Fluid Dynamics within the Cutting Cycle
Following the принципы резки алмазной проволокой, the delivery of the cooling medium must be synchronized with the wire’s motion.
High-Pressure Jet Placement
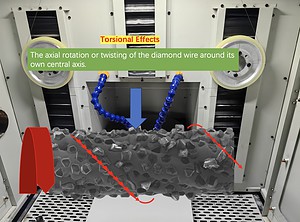
To overcome the “air barrier” created by a wire moving at 80 м/с, coolant nozzles must be positioned to inject fluid directly into the point of entry. This ensures that the lubricant enters the minimal kerf, rather than being deflected by the windage of the pulleys.
Flow Rate and Substrate Hardness
As established in the Цикл оптимизации тонкой проволочной резки, parameters must be matched to the material.
- Sapphire & SiC: These hard materials require high-pressure cooling to manage the intense friction generated during low feed rates (0,1–0,8 мм/мин).
- Silicon Wafering: Requires high-volume, low-foaming surfactants to maintain chemical stability during large-scale production runs.
3. Chemical Composition: Water-Based vs. Oil-Based Systems
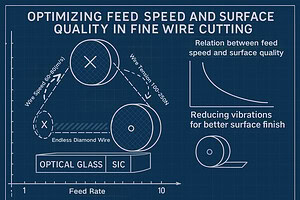
The choice of medium affects the скорость подачи и скорость подачи проволоки balance.
- Water-Soluble Coolants: These offer superior thermal conductivity, making them ideal for the технология холодной резки used in semiconductor slicing.
- Synthetic Lubricants: These provide enhanced lubricity, reducing wire wear and allowing for a constant wire tension of 150–250 N without fluctuations caused by frictional drag.
- pH Control: Maintaining an alkaline pH (typically 8.5–9.5) is vital to prevent corrosion of the high-tensile steel core of the diamond wire.
4. Impact on Surface Quality (Ra) and Subsurface Damage
Effective lubrication is the silent partner of precision slicing methods.
- Отделка поверхности: Proper cooling allows for a smooth Ra finish of 0.2 μm – 0.8 μm, preventing the “smearing” of material on the surface.
- Подповерхностные повреждения (SSD): By keeping the cutting zone at a lower temperature, the lubricant minimizes the depth of thermal-induced micro-cracks.
- Kerf Stability: Stable cooling prevents the wire from thermal expansion, ensuring that the minimal kerf achieved remains consistent at approximately 0,4 мм throughout the entire ingot.
5. Maintenance of the Cooling System: Filtration and Temperature Control
A world-class алмазная резка проволоки operation relies on a “clean” cooling loop.
- Centrifugal Filtration: Removing swarf from the coolant prevents recirculated debris from scratching the workpiece surface.
- Chiller Integration: Maintaining the coolant at a constant temperature (e.g., 20°C ± 1°C) is essential for geometric accuracy and TTV control.
- Concentration Monitoring: Regularly checking the refractometer ensures the lubricant-to-water ratio is optimized for the current скорость подачи и скорость подачи проволоки.
6. Engineering Comparison: Cooling Efficiency
The superiority of diamond wire cutting over conventional methods is most evident when cooling is optimized.
| Характеристика | Бесконечная алмазная проволочная пила | Традиционная пила с лезвием |
| Выход материала | Высокая (ширина пропила ~0,4 мм) | Низкая ширина пропила (1,5–3,0 мм) |
| Тепловой профиль | Холодная резка | Высокая тепловая нагрузка |
| Поверхностный Ра | 0.2 μm – 0.8 μm | 1.0 μm – 3.5 μm |
| Уровень вибрации | Самый низкий | Умеренный до высокого |
7. FAQ (Engineering Oriented)
Q1: Can I cut brittle materials like sapphire without coolant?
A: No. Dry cutting would lead to immediate wire breakage and catastrophic thermal cracking of the sapphire due to extreme friction and lack of chip evacuation.
Q2: How does coolant affect wire tension?
A: Lubrication reduces the frictional “drag” on the wire as it passes through the pulleys and the kerf, allowing the tension control system to maintain a more stable 150-250 N.
Q3: What is the optimal coolant temperature for SiC slicing?
A: Most precision operations maintain coolant at 20°C to 22°C. Any deviation can cause the SiC ingot to expand or contract, resulting in wafers that do not meet TTV specifications.