소개
반도체 및 정밀 세라믹 제조 분야에서, 다이아몬드 와이어 절단 원리 시설을 관리하다 슬라이스당 가격 그리고 종합 설비 효율(OEE). 생산 관리자에게 이러한 메커니즘을 숙달하는 것은 생산량 증대로 이어지고, 장비 엔지니어에게는 매개변수 최적화의 기반이 됩니다. 이 1,200단어 분량의 분석에서는 이러한 메커니즘을 숙달하는 것이 생산량 증대에 어떻게 기여하는지 살펴봅니다. 연마 와이어 절단 공정 미시적인 메커니즘을 활용하여 거시적인 비용 효율성을 달성합니다.

1. 고정 연마 기술 및 효율성
최신형 무한 다이아몬드 와이어 톱은 고정 연마재 기술을 사용하여 기존 슬러리 방식보다 뛰어난 성능을 발휘합니다.
- 핵심 구조합성 다이아몬드 입자(10-40μm)는 전기 도금 또는 수지를 사용하여 고장력 강철 코어에 접착됩니다.
- 영향고정 연마재는 느슨한 슬러리의 예측할 수 없는 "구름" 현상을 제거하여 안정적인 상태를 보장합니다. 사이클 타임.
- 경영 가치공구 마모의 변동성이 줄어들어 소모품 교체 일정을 예측할 수 있습니다.
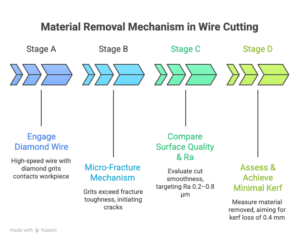
2. 미세 균열: 재료 제거율(MRR)과 표면 손상의 균형
핵심 다이아몬드 와이어 절단 원리 제어됩니다 미세 균열.
- 동적 제거: 에 80 m/s, 다이아몬드 입자는 깊이 방향으로는 중앙 균열을, 재료 제거 방향으로는 측면 균열을 유발합니다.
- 엔지니어링 위험과도한 이송 속도는 측면 균열을 깊은 표면 아래 손상(SSD)으로 발전시켜 후처리 비용을 증가시킵니다.
- 최적화기술팀은 동기화되어야 합니다. 이송 속도 및 와이어 속도 웨이퍼의 무결성을 보호하면서 MRR을 극대화합니다.
3. 열역학과 냉간 절단 상태
열응력을 제어하는 것은 기술 책임자들이 취성 기판의 모서리 파손을 방지하는 데 매우 중요합니다.
- 열 전달: 에 80 m/s, 단일 연마 입자와 공작물 사이의 접촉 시간은 마이크로초 단위로 측정됩니다.
- 윤활: 고급의 냉각 및 윤활 이 시스템은 마찰을 즉시 중화시켜 "냉간 절단" 상태를 유지합니다.
- 안정성효과적인 냉각은 Ra는 0.2 μm ~ 0.8 μm 범위 내에 있습니다., 열팽창으로 인한 TTV 오차를 최소화합니다.
4. 정밀 와이어 절단 최적화 주기
장비 엔지니어는 다음 사항을 따라야 합니다. 정밀 와이어 절단 최적화 주기 OEE를 유지하기 위해.
- 장력 조절 (150N ~ 250N)장력이 낮으면 "와이어 휨" 현상이 발생하여 심각한 기하학적 편차가 초래됩니다.
- 프로세스 모니터링실시간 전류 및 진동 분석은 연마재의 무뎌짐이나 임박한 고장을 조기에 파악하는 지표 역할을 합니다.
5. 비용 효율성: 절단 손실 및 수율 지표
생산량은 생산 관리자에게 있어 수익성을 좌우하는 주요 요인입니다.
| Metric | 끝없는 다이아몬드 와이어 | 일반 톱날 | 얻다 |
| 절단 손실 | 약 0.4mm | 1.5 – 3.0 mm | 최대 400% 수율 |
| 열 부하 | 냉간 절단 | 높은 열부하 | SSD 하단 |
| 표면 마감 | 0.2 μm – 0.8 μm Ra | >1.0 μm Ra | 30% 연마 저장 |
6. 생산량에 영향을 미치는 변수
공정 변수 간의 상호작용을 관리하는 것은 매우 중요합니다. 다이아몬드 와이어 절단 원리:
- 와이어 속도: 속도 80 m/s 개별 연마재의 절삭력을 높이지 않고도 처리량을 높일 수 있습니다.
- 사료 최적화이송 속도는 재료의 인성과 일치해야 합니다. 사파이어의 경우, 0.1mm/min에서 단계적으로 증가시키면 초기 진입 시 파손을 방지할 수 있습니다.
7. 엔지니어링 문제 해결 가이드
- 엣지 치핑냉각수 노즐 정렬 상태를 점검하거나 출구 단계 공급 속도가 너무 높았는지 확인하십시오.
- TTV 규격 미달와이어 장력이 일정 이상인지 확인하십시오. 150 N 가이드 휠의 런아웃을 점검하십시오.
- 표면 긁힘좁은 절삭 폭에서 칩 재순환을 방지하기 위해 여과 시스템의 무결성을 검증합니다.
8. 요약: 기술을 통한 수익 창출
마스터하기 다이아몬드 와이어 절단 원리 이는 핵심적인 경쟁 우위입니다. 매개변수화된 제어를 통해 정밀 슬라이싱 방법, 이러한 시설은 더 높은 자산수익률(ROA)을 달성합니다.

엔지니어링 FAQ
Q1: 무한 와이어의 경우 왜 80m/s인가요?
A: 이는 제거 효율과 공구 수명 사이의 균형을 맞추는 것입니다. 속도가 낮으면 입자당 가해지는 힘이 증가하는 반면, 속도가 높으면 베어링에 피로가 누적됩니다.
Q2: 슬라이스당 비용을 낮추는 방법은 무엇인가요?
A: 절삭 손실을 줄이고 속도를 높이는 데 집중하십시오. 0.4mm 초협폭 이는 현재 업계에서 비용 절감을 위한 최고의 기준으로 여겨지고 있습니다.